予知保全とは、設備の状態を常時監視し、故障が発生する前に兆候を捉えて適切な保全を行う手法です。近年、IoT(モノのインターネット)技術やAI(人工知能)の発達により、多くの日本企業が予知保全システムの導入に成功しています。
本記事では、実際に予知保全を導入し、成果を上げている日本企業の事例を15件ご紹介。
事例は「ダウンタイム削減」「保全コスト最適化」「品質・歩留まり改善」「レトロフィット(既設設備への後付け)」の4つの軸に分けて整理しました。各事例では、導入前の課題から導入後の効果まで、具体的な改善内容を詳しく解説していきます。


ダウンタイムを削減した事例

設備の突発停止は製造業にとって大きな損失となります。以下の5つの事例では、予知保全システムの導入により、計画外停止を大幅に削減した成功例をご紹介します。
- YE DIGITAL × 前川製作所による産業用冷凍機の故障予知事例
- FANUC AI Servo Monitorによる工作機械の駆動系予兆検知事例
- 三菱電機 FAによる回転機械の振動診断事例
- 横河電機 VZ20Xによる長距離生産ラインの予知保全事例
- JR西日本による自動改札機の機械故障予測AI事例
YE DIGITAL × 前川製作所が冷凍機の故障予知で製造ロスを回避した事例
ディープラーニングによる故障予知 | 導入事例 | 株式会社YEデジタル
| 項目 | 内容 |
|---|---|
| 企業名 | YE DIGITAL × 前川製作所(産業用冷凍機) |
| 業界 | 食品・冷熱 |
| ビフォー | 冷凍機の突発停止が製造ロス直結、初期兆候の捕捉が難しい |
| アフター | 機械学習で早期に故障予知しシステムダウン回避に寄与 |
前川製作所の産業用冷凍機は、食品製造や物流において重要なインフラ設備として位置づけられています。従来は定期点検に依存していたため、冷凍機の突発停止が発生すると製造ラインの停止や品質劣化など、甚大な影響を及ぼしていました。特に初期段階での故障兆候を捉えることが困難で、事後対応による損失が課題でした。
YE DIGITALとの協業により、機械学習を活用した故障予知システムを導入。時系列データの学習によって、人間では気づきにくい微細な変化パターンを捉え、故障発生の1週間前には兆候を検知できるようになりました。
このシステムにより、計画的なメンテナンスが可能となり、製造ラインの計画外停止を大幅に削減。食品工場などの重要設備において、安定した冷却機能の維持が実現されています。
FANUC AI Servo Monitorが工作機械の駆動系予兆検知でライン停止を予防した事例
工作機械用予防保全ソフトウェア「AIサーボモニタ」 – ファナック株式会社
| 項目 | 内容 |
|---|---|
| 企業名 | FANUC(AI Servo Monitor) |
| 業界 | 工作機械/ロボット |
| ビフォー | 駆動系の突発故障でライン停止リスク、定期保全では最適化に限界 |
| アフター | サーボ/スピンドルの内蔵データから予兆検知(外部センサー不要) |
工作機械において、サーボモーターやスピンドルといった駆動系部品の突発故障は、生産ライン全体の停止を招く重大なリスクとなっていました。従来の定期保全では、まだ使用可能な部品の早期交換や、逆に故障直前まで使用してしまうといった課題がありました。
FANUCのAI Servo Monitorは、既存のCNCやサーボ制御装置から得られる内蔵データを活用し、外部センサーを追加することなく予兆検知を実現しています。AIが駆動系の動作パターンを学習し、正常時からの微細な変化を検出。残存寿命の推定も可能で、最適なタイミングでの部品交換が可能となりました。
MT-LINKiなどの既存システムとの連携により、工場全体の設備管理効率も向上。「がんばらない予防保全」として、コストとリスクの両面で効果を発揮している事例です。
三菱電機 FAが回転機械の振動診断でダウンタイム削減を実現した事例
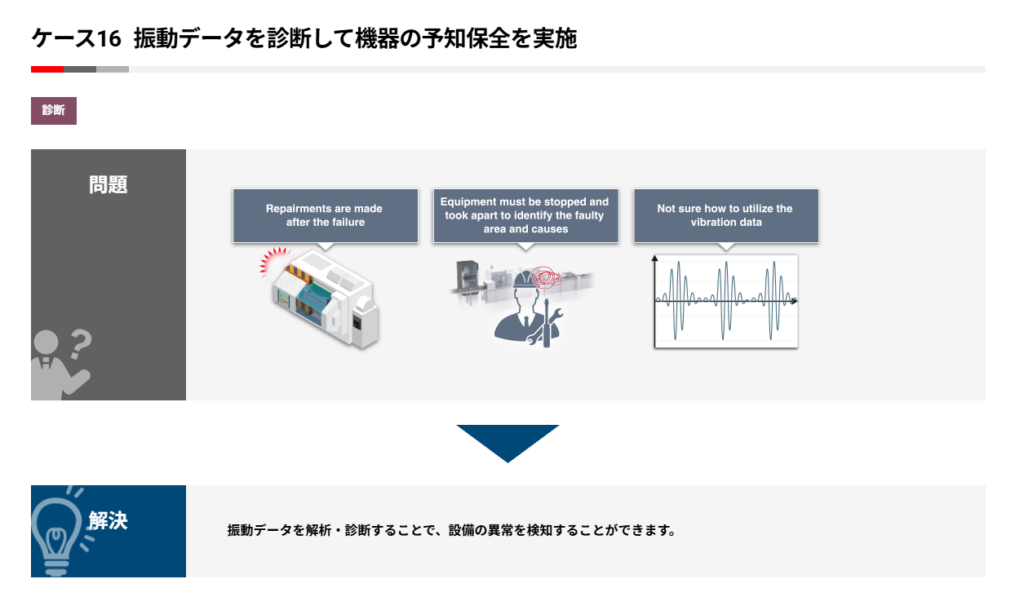
振動データを診断して設備の予知保全を実施 |データ収集・分析 |コンピテンシー |ソリューション |三菱電機ファクトリーオートメーション
| 項目 | 内容 |
|---|---|
| 企業名 | 三菱電機 FA(データロガ×振動診断) |
| 業界 | 回転機械(ポンプ・ファン等) |
| ビフォー | 簡便な振動監視と精度の両立が難しく、停止前の兆候を見逃しがち |
| アフター | FFT/波形解析による異常兆候検出でダウンタイム低減 |
製造現場で使用されるポンプやファンなどの回転機械では、軸受けの劣化やアンバランスによる振動異常が故障の前兆として現れます。しかし、従来の監視手法では、簡便さと精度を両立することが困難で、重要な兆候を見逃してしまうケースが頻発していました。
三菱電機FAのソリューションでは、MELSECシーケンサとデータロガを組み合わせ、FFT(高速フーリエ変換)解析と波形解析により、振動の周波数成分から異常の種類と原因を特定できるシステムを構築。e-F@ctoryアーキテクチャによるエッジからITまでの統合により、現場での簡便な監視と高精度な解析を両立させました。
初期投資を抑えながら段階的に拡張できる設計となっており、中小規模の製造現場でも導入しやすい予知保全システムとなっています。
横河電機 VZ20Xが長距離生産ラインで予知保全による最適化を実現した事例

事例にみる長距離の生産ラインでの予知保全 | YOKOGAWA
| 項目 | 内容 |
|---|---|
| 企業名 | 横河電機(VZ20X) |
| 業界 | 長距離生産ライン |
| ビフォー | 長距離・複雑ラインで微小劣化の見逃し→停止リスク |
| アフター | マルチセンシング×時系列監視で予知保全、点検・交換の最適化 |
長距離にわたる生産ラインでは、搬送設備の微小な劣化が後段工程に影響を与え、最終的にライン全体の停止につながるリスクがありました。従来の点検手法では、広範囲に分散した監視点での状態把握が困難で、経験に依存した保全計画には限界がありました。
横河電機のVZ20Xを活用したソリューションでは、マルチセンシング機能により温度、振動、電流など複数のパラメータを同時監視。時系列データの解析により、正常運転からの微細な変化を早期に検出します。
アプリケーションノートでは、具体的な計測点の設計から監視システムの構築まで、実践的な導入手順が詳細に解説されています。この手法により、点検・交換のタイミングが最適化され、計画外停止の大幅な削減を実現しています。
JR西日本が自動改札機の機械故障予測AIで点検効率を向上させた事例
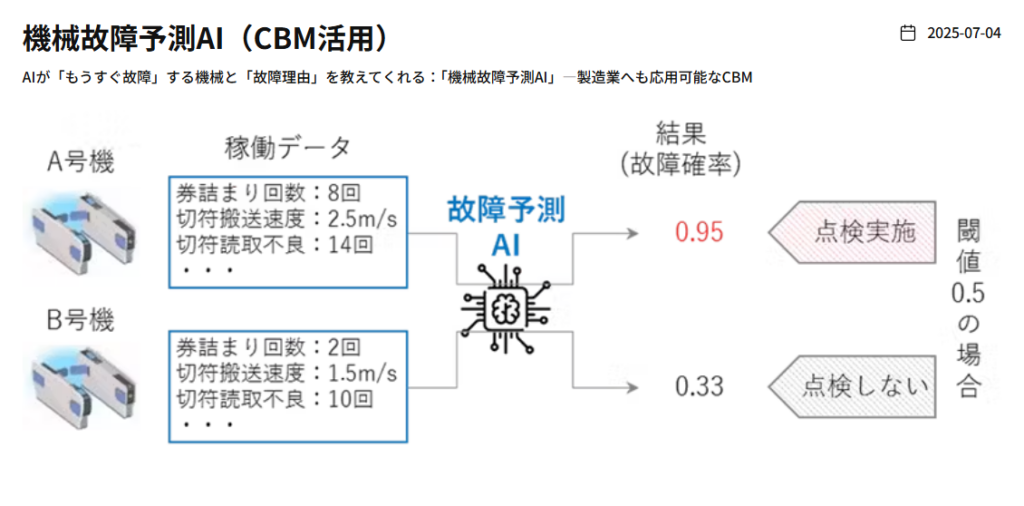
機械故障予測AI(CBM活用) – JRW Innovation platform
| 項目 | 内容 |
|---|---|
| 企業名 | JR西日本(自動改札機:機械故障予測AI) |
| 業界 | 鉄道(約2,000台スケール) |
| ビフォー | 年間多数の点検・故障対応が発生、運用負荷・停止リスク |
| アフター | 1週間以内の故障確率+理由推定で保守を前倒し、停止時間抑制 |
JR西日本が管理する約2,000台の自動改札機では、年間を通じて多数の点検作業と故障対応が必要で、駅業務の運用負荷が大きな課題となっていました。特に通勤ラッシュ時間帯での故障は、利用客への影響が甚大で、予防的な対策が急務でした。
機械故障予測AIシステムでは、自動改札機の動作ログを継続的に分析し、1週間以内の故障確率と故障理由を推定します。重要な特徴として、故障データが少ない通常運転時のデータのみでもモデル構築が可能な点が挙げられます。
神戸エリアでの試行では、点検作業を約30%削減、故障件数を約20%削減する成果を達成。この成功を受けて全線への展開が進められており、鉄道インフラの安定運行に大きく貢献している事例です。
保全コストを最適化した事例
予知保全の導入により、過剰な部品交換や緊急対応コストを削減し、適切なタイミングでの保全活動を実現した4つの事例をご紹介します。
- コマツ産機の予知保全システム(Komtrax)による産業機械の保全最適化事例
- 荏原のメンテナンスクラウドによるポンプ・冷熱設備の省力化事例
- NSKの状態監視ソリューションによる自社工場での保全効率化事例
- 住友化学の設備異常予兆検知による複数プラントでの保全革新事例
コマツ産機の予知保全システム(Komtrax)が産業機械で保全コストを削減した事例
予知保全システム – Komtrax – Komatsu Industries Corp
| 項目 | 内容 |
|---|---|
| 企業名 | コマツ産機「Predictive Maintenance System(Komtrax)」 |
| 業界 | 産業機械(プレス等) |
| ビフォー | 事後・時間基準保全で過剰交換/欠品などコスト最適化に限界 |
| アフター | CNC/PLCデータをKomtraxで自動収集→クラウドAIで残寿命推定 |
コマツ産機のプレス機械や板金機械では、従来の事後保全や時間基準保全では、部品の過剰交換による無駄なコストや、逆に故障による緊急対応費用の発生が課題となっていました。特に重要部品であるモーターの最適な交換タイミングの判断が困難で、保全コストの最適化に限界がありました。
Komtrax予知保全システムでは、既存のCNCやPLC制御装置から運転データを自動収集し、外部センサーを追加することなくシステムを構築。クラウド上のAIが蓄積されたデータを解析し、モーターなどの主要部品の残存寿命を高精度で予測します。
このシステムにより、「壊れる前に通知」が可能となり、計画的な部品交換によって緊急対応コストを大幅に削減。同時に、まだ使用可能な部品の早期交換も防止し、保全費用の最適化を実現しています。
荏原のメンテナンスクラウドがポンプ・冷熱設備の省力化と最適化を実現した事例
EBARAメンテナンスクラウド | 標準ポンプの アフターサービス | 荏原製作所
| 項目 | 内容 |
|---|---|
| 企業名 | 荏原「メンテナンスクラウド」 |
| 業界 | ポンプ・冷熱(工場・施設) |
| ビフォー | 巡回・定期点検中心で省力化・適正交換が課題 |
| アフター | ワイヤレスセンサー×クラウドで状態監視し点検時間最適化 |
工場や施設で使用されるポンプや冷凍機などの設備では、定期的な巡回点検が必要でしたが、人手不足の中で点検作業の省力化と、適切な部品交換タイミングの判断が大きな課題となっていました。特に24時間稼働の設備では、点検のための停止時間の最小化も重要な要素でした。
荏原のメンテナンスクラウドでは、ワイヤレスセンサーによる常時監視とクラウドでのデータ解析により、設備の状態を遠隔で把握できるシステムを提供。振動、温度、電流値などの複数パラメータを監視し、故障予知機能により異常の兆候を早期に検出します。
この仕組みにより、従来の定期点検間隔を延長しながらも安全性を向上させ、点検作業の省力化を実現。また、部品の劣化度合いに応じた適正な交換計画により、保全コストの最適化も達成しています。
NSKが状態監視ソリューションで自社工場の保全効率化を実現した事例

| 項目 | 内容 |
|---|---|
| 企業名 | NSK(自社工場:藤沢工場) |
| 業界 | 製造(熱処理ライン) |
| ビフォー | 危険エリア点検や突発停止のリスクで過剰/不足保全が発生 |
| アフター | ワイヤレス状態監視でメンテ時期最適化・省人化 |
NSKの藤沢工場では、熱処理ラインにおける設備の状態監視が課題となっていました。高温環境での作業は安全面でのリスクが高く、また突発的な設備停止を避けるために過剰な保全を行う一方で、重要な兆候を見逃すケースもありました。熟練作業者の技能に依存した点検体制では、技術継承の面でも限界がありました。
自社開発の状態監視ソリューションを導入し、ワイヤレスセンサーによる常時監視体制を構築。AIとエキスパートシステムのハイブリッド分析により、設備の劣化状況を数値化して可視化しました。
このシステムにより、危険エリアでの人手による点検頻度を削減しながらも、設備の状態把握精度は向上。メンテナンス時期の最適化により、過剰保全と保全不足の両方を解消し、自社工場での実証を通じて製品としての信頼性も確立しています。
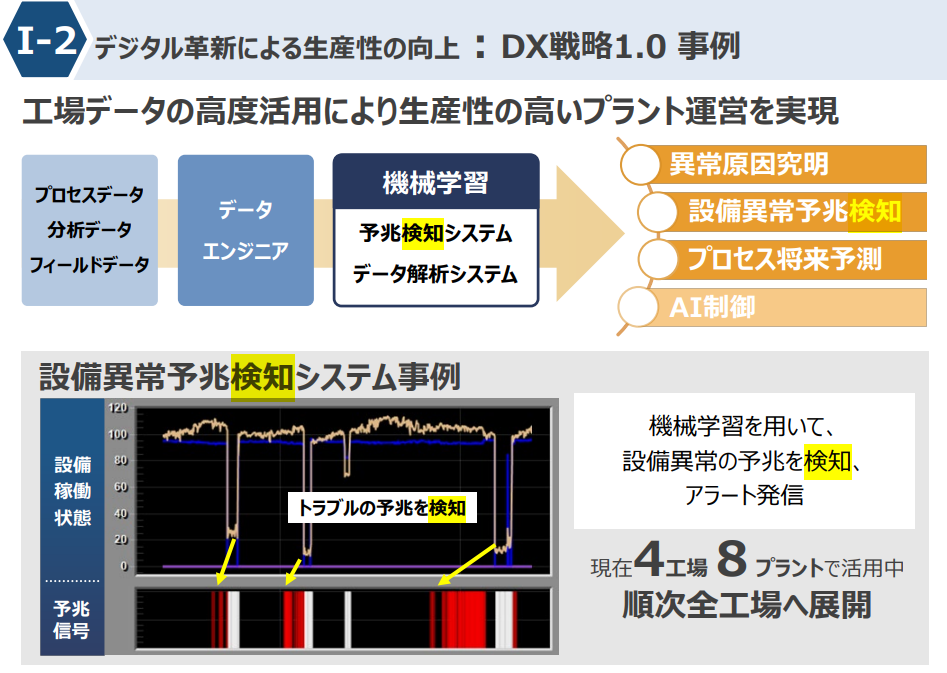
住友化学が設備異常予兆検知で4工場8プラントの保全効率化を推進した事例
| 項目 | 内容 |
|---|---|
| 企業名 | 住友化学(4工場8プラントで活用) |
| 業界 | 化学(複数プラント) |
| ビフォー | 多拠点で初期兆候取りこぼし→ムダ保全&停止損 |
| アフター | 機械学習で予兆検知→アラート、横展開で保全効率化 |
住友化学の複数プラントでは、各拠点で異なる設備構成と運転条件のため、統一的な保全手法の確立が困難でした。初期兆候の取りこぼしにより、無駄な保全作業と突発停止による損失の両方が発生。拠点間での知見共有も十分でなく、全社的な保全効率化が課題となっていました。
機械学習を活用した設備異常予兆検知システムを4工場8プラントで展開し、プラントデータから設備の異常兆候を自動検知してアラートを発信。各プラントの運転条件に合わせたモデルのカスタマイズにより、誤報を抑制しながら高精度な予兆検知を実現しました。
IR資料では全工場への展開方針も明記されており、拠点間での知見共有と標準化により、グループ全体での保全効率化を推進。停止時間の最小化と保全コストの削減を同時に達成している大規模な取り組み事例です。
■少しでもAI・システム開発やPoCに興味があれば、まずはお気軽にご相談ください。目的・課題を伺ったうえで、弊社から手堅く進める方法・お見積りをお伝えさせていただきます。
AIシステム開発サービスのお問い合わせはこちら>>
AIシステム開発サービス概要資料のダウンロードはこちら>>
AIシステム開発サービスの詳細はこちら>>
AIシステム受託開発
相談だけで発注しなくても構いません。

品質・歩留まりを改善した事例
製品品質の安定化と製造歩留まりの向上を目的とした予知保全の導入事例を4件ご紹介します。これらの事例では、品質に直結する設備の微細な変化を早期に捉え、不良品の発生防止を実現しています。
- 花王×アズビルのBiG EYESによるバッチプロセス異常予兆検知事例
- 日立製作所Lumadaによる予兆診断モデルでのメガリコール未然防止
- 日立ソリューションズ東日本の予兆検知ソリューションによる歩留まり改善事例
- ジェイテクトサーモシステムJ-Predisによる熱処理炉の品質安定化事例
花王×アズビルのBiG EYESがバッチプロセスで品質安定化を実現した事例

花王株式会社 和歌山工場:工業分野の納入事例 | アズビル株式会社(旧:株式会社 山武)
| 項目 | 内容 |
|---|---|
| 企業名 | 花王 × アズビル「BiG EYES」(和歌山工場) |
| 業界 | 化学・消費財(バッチ) |
| ビフォー | 多品種バッチで経験依存の監視、品質変動の芽を見逃すリスク |
| アフター | 多変量時系列の微差検知で早期対応→品質安定化・運転監視負荷軽減 |
花王の和歌山工場では、多品種・多バッチの製造において、オペレータの経験と勘に依存した品質監視体制が課題となっていました。熟練者でなければ気づけない微細な品質変動の兆候があり、特に夜間や休日の監視体制では品質リスクの管理が困難でした。人員構成の変化により、この属人的な監視体制の限界が顕在化していました。
アズビルのBiG EYESを導入し、多変量時系列データの機械学習により、従来は熟練者しか検知できなかった微細な異常兆候を自動検出するシステムを構築。NRAF(ニューラル・ランダム・フォレスト)やMTSA(多変量時系列解析)などの手法により、正常運転からのわずかな逸脱を早期に発見します。
この成果により第16回RC大賞を受賞し、PoC段階から本格展開へと移行。品質の安定化と同時に運転監視負荷の軽減も実現し、他拠点への横展開も進められています。
日立製作所Lumadaが予兆診断モデルでメガリコール未然防止を実現した事例

注目ユースケース:メガリコールを未然に防ぐ、自ら考える工場の実現|Lumada:日立
| 項目 | 内容 |
|---|---|
| 企業名 | 日立製作所「Lumada:メガリコール未然」 |
| 業界 | 製造(多品種多工程) |
| ビフォー | 多要因の品質悪化の兆候を掴めず大量不良・回収リスク |
| アフター | 4Mデータ解析の予兆診断モデルでメガリコールを未然 |
複雑な製造プロセスでは、人(Man)、機械(Machine)、材料(Material)、方法(Method)の4M要因が複合的に影響し合い、品質問題の予兆を事前に捉えることが困難でした。特に多品種を扱う工場では、品種ごとの品質パラメータが異なり、統一的な品質管理手法の確立が課題となっていました。
Lumadaプラットフォームを活用し、4Mの各データを統合解析する予兆診断モデルを構築。機械学習により、過去の品質データと各種運転パラメータの関係を学習し、品質悪化につながる条件の組み合わせを事前に特定します。
このシステムにより、大量不良や製品回収(メガリコール)につながる重大な品質問題を未然に防止。OT(運用技術)とIT(情報技術)の統合により、現場データをリアルタイムで解析し、品質と稼働率の同時最適化を実現している事例です。
日立ソリューションズ東日本の予兆検知ソリューションが歩留まり改善を実現した事例
「予兆検知ソリューション」のA社の事例:日立ソリューションズ東日本
| 項目 | 内容 |
|---|---|
| 企業名 | 日立ソリューションズ東日本「予兆検知ソリューション」 |
| 業界 | 製造(匿名A社) |
| ビフォー | 単変量の相関が弱く不良の予兆抽出が困難 |
| アフター | 統計量変換×機械学習で特定不良層をモデル化→歩留まり改善 |
製造工程において、個別の測定データと最終的な不良発生との間に明確な相関関係が見られず、従来の統計的手法では不良の予兆を抽出することが困難でした。特に多変量かつ非線形の関係性がある場合、単純な閾値管理では限界があり、歩留まり向上のためのアプローチが求められていました。
統計量変換と機械学習を組み合わせたハイブリッドアプローチにより、複雑な特徴量の組み合わせから不良パターンを学習するモデルを構築。古典的な統計手法で前処理を行い、機械学習で特定の不良層を高精度でモデル化することに成功しました。
このシステムをリアルタイム監視に適用し、不良発生の予兆を検知してアラートを発信。製造条件の早期調整により歩留まりの改善を実現し、品質向上と生産効率の両立を達成している事例です。
ジェイテクトサーモシステムJ-Predisが熱処理炉で品質ロス未然防止を実現した事例
特集:J-Predis(IoT/予兆検知)|ジェイテクトサーモシステム/金属・半導体・電子部品熱処理装置
| 項目 | 内容 |
|---|---|
| 企業名 | ジェイテクトサーモシステム「J-Predis(熱処理炉)」 |
| 業界 | 熱処理装置 |
| ビフォー | 温度逸脱等で品質ロス、人依存の点検で兆候を逃しがち |
| アフター | IoT×ML/AIで常時監視・予兆検知→未然防止 |
熱処理工程では、わずかな温度逸脱が製品品質に直結するため、炉の状態管理が極めて重要でした。従来の人手による点検では、24時間連続運転での状態変化を完全に把握することは困難で、異常の兆候を見逃すリスクがありました。特に炉内の温度分布や加熱パターンの微細な変化は、経験豊富な技術者でも判断が困難な場合がありました。
J-Predisシステムでは、IoTセンサーによる常時監視とML/AIによる解析を組み合わせ、熱処理炉の状態を数値化して可視化。温度、圧力、ガス流量など複数のパラメータから、正常運転パターンからの微細な逸脱を検知します。
予防保全から予兆保全への移行により、品質に影響する前の段階で設備調整を実施。製品の品質安定化と同時に、計画外停止の削減も実現し、熱処理装置メーカーとしての技術力向上にも寄与している事例です。
レトロフィット/既設設備に後付けした事例
既存設備への後付けが容易な予知保全システムの導入事例を2件ご紹介します。大規模な設備更新を行わずに、センサーやAI診断機能を追加することで効果を実現した事例です。
- THK OMNIedge(ADV)による直動部品の予兆検知事例
- オムロン保全革新ソリューションによる塗装乾燥工程での異常検知事例
THK OMNIedge(ADV)が直動部品の予兆検知で後付け導入を実現した事例

導入事例 | OMNIedge -OEE(設備総合効率)最大化プラットフォーム- | THKオフィシャルウェブサイト
| 項目 | 内容 |
|---|---|
| 企業名 | THK「OMNIedge(ADV)」 |
| 業界 | 製造(直動/回転部品・工具監視 等) |
| ビフォー | 設備ごとに条件差が大きく閾値設定・多台数運用が負担 |
| アフター | 後付けセンサ×AI診断(ADV)で閾値設定不要・異常度自動算出 |
製造ラインで使用される直動ガイドやボールねじなどの機械要素部品では、使用環境や負荷条件が設備ごとに大きく異なるため、画一的な保全基準の設定が困難でした。
特に食品工場のような厳しい環境や、ロボットの搬送軸のような高頻度使用では、従来の時間基準保全では最適化に限界がありました。多台数の設備に対する個別の閾値設定も大きな運用負荷となっていました。
THKのOMNIedgeシステムでは、マグネット取付、共締め、接着など多様な方法で既設設備にセンサーを後付け可能。AI診断サービス(ADV)により、設備ごとの個別学習で閾値設定が不要となり、異常度を自動算出します。食品工場での搬送設備やロボット走行軸など、具体的な導入事例を公開し、厳しい使用環境でも安定した予兆検知を実現。
レトロフィット対応により、既存設備への投資を最小限に抑えながら予知保全の効果を得られる実用的なソリューションとなっています。
オムロン保全革新ソリューションが塗装乾燥工程で後付け異常検知を実現した事例
Predictive Maintenance Solutions vol.3
| 項目 | 内容 |
|---|---|
| 企業名 | オムロン(保全革新ソリューション:塗装乾燥工程 ほか) |
| 業界 | 自動車 他 |
| ビフォー | 乾燥炉ダクト亀裂・熱漏れ等、兆候段階での見逃し→停止/品質ロス |
| アフター | 温度系等の常時監視×AIコントローラで異常兆候を検知 |
自動車の塗装乾燥工程では、乾燥炉の温度管理が製品品質に直結するため、ダクトの亀裂や熱漏れなどの設備異常を早期に発見することが重要でした。
従来の定期点検では、兆候段階での異常を見逃すケースがあり、突発的な設備停止や品質不良の原因となっていました。既存の塗装ラインへの大幅な改造は現実的でなく、後付け可能なソリューションが求められていました。
オムロンの保全革新ソリューションでは、既存設備に温度センサーなどを追加し、AIコントローラによる常時監視体制を構築。AI予知保全ライブラリにより、正常運転時の温度パターンを学習し、異常兆候を自動検知します。
工程別のユースケースとして塗装乾燥以外にも多様な適用例を提示し、「小さく始める」設計思想により段階的な導入を可能にしています。レトロフィットを前提とした設計により、既存の製造ラインへの影響を最小限に抑えながら予知保全の効果を実現している事例です。
予知保全を小さく始めて成果を出すポイント
予知保全システムの導入を成功させるためには、段階的なアプローチが重要です。いきなり全設備を対象とするのではなく、効果を検証しながら徐々に拡大していく手法が推奨されます。以下の5つのステップに沿って進めることで、失敗リスクを最小限に抑えながら確実な成果を得ることができます。
クリティカル度と投資対効果で対象設備を絞り込む
予知保全の導入効果を最大化するには、対象設備の選定が最も重要なポイントとなります。全ての設備を一度に対象とするのではなく、まずは効果の見込める設備から始めることが成功の鍵です。
設備選定では3つの観点から評価を行います。まず「クリティカル度」として、その設備が停止した場合の生産への影響度を評価。次に「データ取得容易性」では、既存のセンサーやデータ収集の仕組みを活用できるかを確認します。最後に「停止損失の算定」により、予知保全による効果を金額で定量化します。
これら3つの要素をマトリックスで整理し、高い効果が期待できる設備から段階的に導入していくことで、投資対効果を最大化できます。
センサー選定から保存まで最適なデータ収集の設計
予知保全システムの精度は、収集するデータの品質に大きく左右されます。適切なセンサー選定とデータ収集設計により、システムの基盤を確実に構築する必要があります。
センサー選定では、監視したい異常の種類に応じて振動、温度、電流、圧力などから最適なものを選択。サンプリング頻度は、検知したい異常の特性に合わせて設定し、高速な変化を捉える場合は高頻度、トレンド監視なら低頻度でも十分です。
データ保存では、クラウドとオンプレミスの使い分け、データ容量の最適化、セキュリティ対策を考慮した設計が重要です。
データへのアクセス権限を明確に定義し、必要な人だけが適切なデータにアクセスできる体制を整備します。
評価指標を明確にしたPoC(概念実証)の進め方
PoC(概念実証)では、本格導入前にシステムの有効性を客観的に評価することが目的です。明確な評価指標を設定し、定量的な判断基準を持つことが成功の条件となります。
主要な評価指標として、「見逃し率」(実際の異常を検知できなかった割合)、「誤報率」(正常なのに異常と判定した割合)、「リードタイム」(異常検知から実際の故障までの時間)、「回収期間」(システム投資を回収するまでの期間)を設定。これらの指標に対して、事前に目標値を定めることで、PoCの成否を客観的に判断できます。
期間は通常3〜6ヶ月程度とし、異常事例を十分に収集できる期間を確保することが重要です。
アラートから対応まで現場に定着する運用フローの構築
予知保全システムが真に効果を発揮するには、アラートが発生した際の対応フローが現場に定着していることが不可欠です。技術的な精度だけでなく、人的な運用面での設計が成功を左右します。
運用フローでは、アラート発生時の一次確認者、詳細調査の担当者、最終的な対応指示を出す責任者を明確に定義。24時間体制が必要な場合は、シフト体制での引き継ぎ方法も整備します。また、対応履歴を必ず記録し、誤報の原因分析や真の異常だった場合の対応改善に活用します。
定期的な振り返り会議により、運用フローの継続的な改善を図ることで、現場での定着度を高めていきます。
成功パターンを他設備に広げる横展開基準の策定
PoCで成果が確認できた後は、他の設備への横展開により効果を拡大していきます。成功パターンを標準化し、効率的な展開を可能にする基準作りが重要なポイントです。
横展開基準では、異常検知の閾値設定方法、機械学習モデルの再学習条件、新たな設備への適用判断基準を文書化。設備タイプごとの標準的なセンサー構成や、データ収集設定のテンプレートも整備します。また、導入手順書やトラブルシューティング手順を作成し、現場担当者が自立的に運用できる体制を構築しましょう。
定期的なモデル精度の評価方法も標準化することで、長期間にわたって高い精度を維持できる仕組みを確立します。
予知保全システム開発ならニューラルオプト
予知保全システムの導入を検討されている企業様には、課題解決コンサルティングから対応可能な株式会社ニューラルオプトをおすすめします。世界的生成AIであるChatGPTの開発に携わるAI開発企業として、日本で展開されているChatGPTの技術基盤に関わった実績があります。
単なる開発依頼を受けるだけでなく、「失敗リスクを最小化する」をコンセプトに、課題の根本原因から解決策を提案。データサイエンスの深い知見を活かし、データマイニングやテキストマイニングにも対応可能です。
ECサイト「eBay」の価格自動設定AIや手書き文字のAI認識システムなど、多様な業界での開発実績を保有。課題解決から組織への定着支援、運用改善まで総合的にサポートするため、予知保全システムの導入で失敗リスクを抑えたい企業様に最適なパートナーです。







